MICRO BUBBLE-SCRUBBER SYSTEM
Product Description
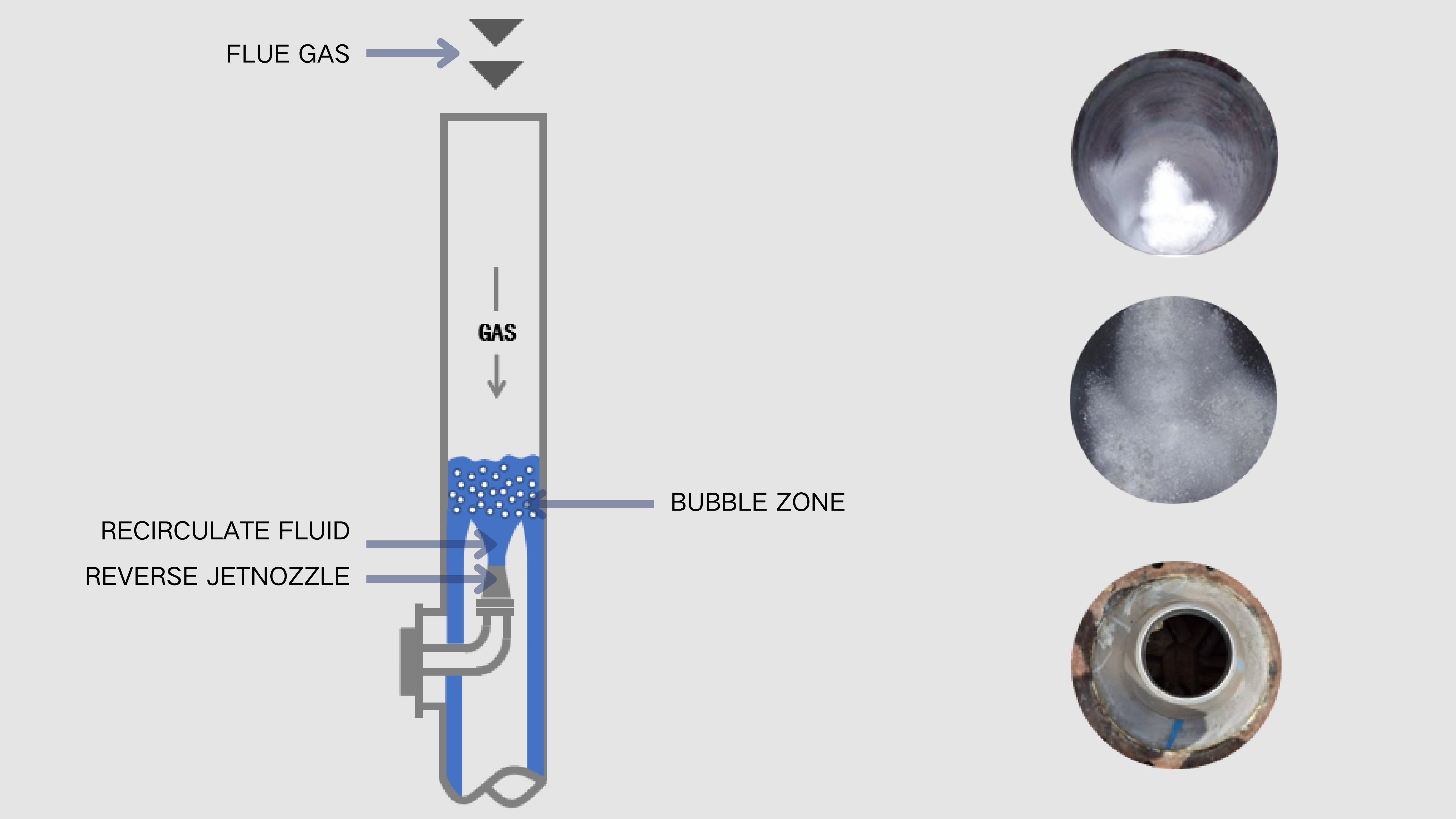
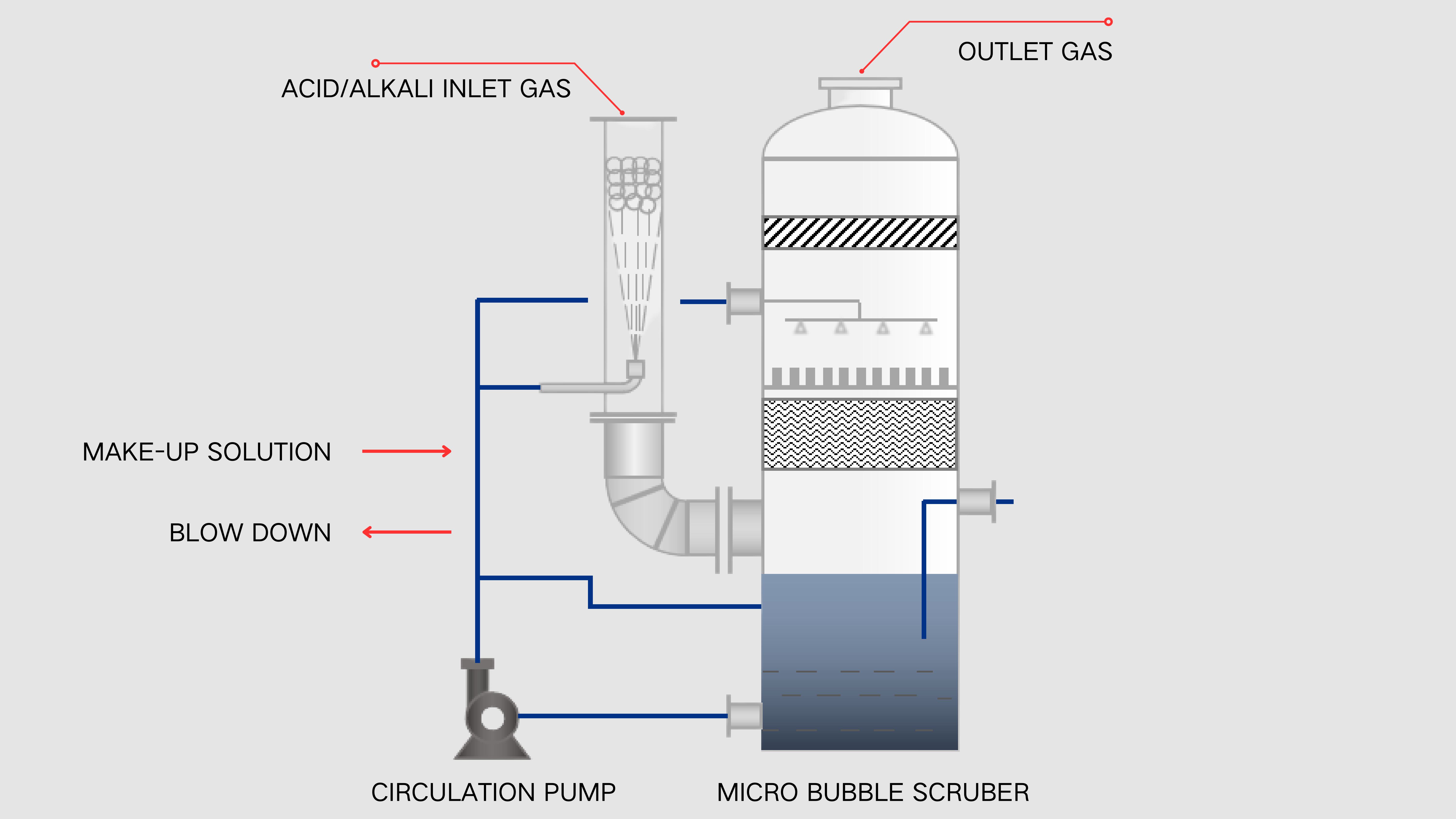
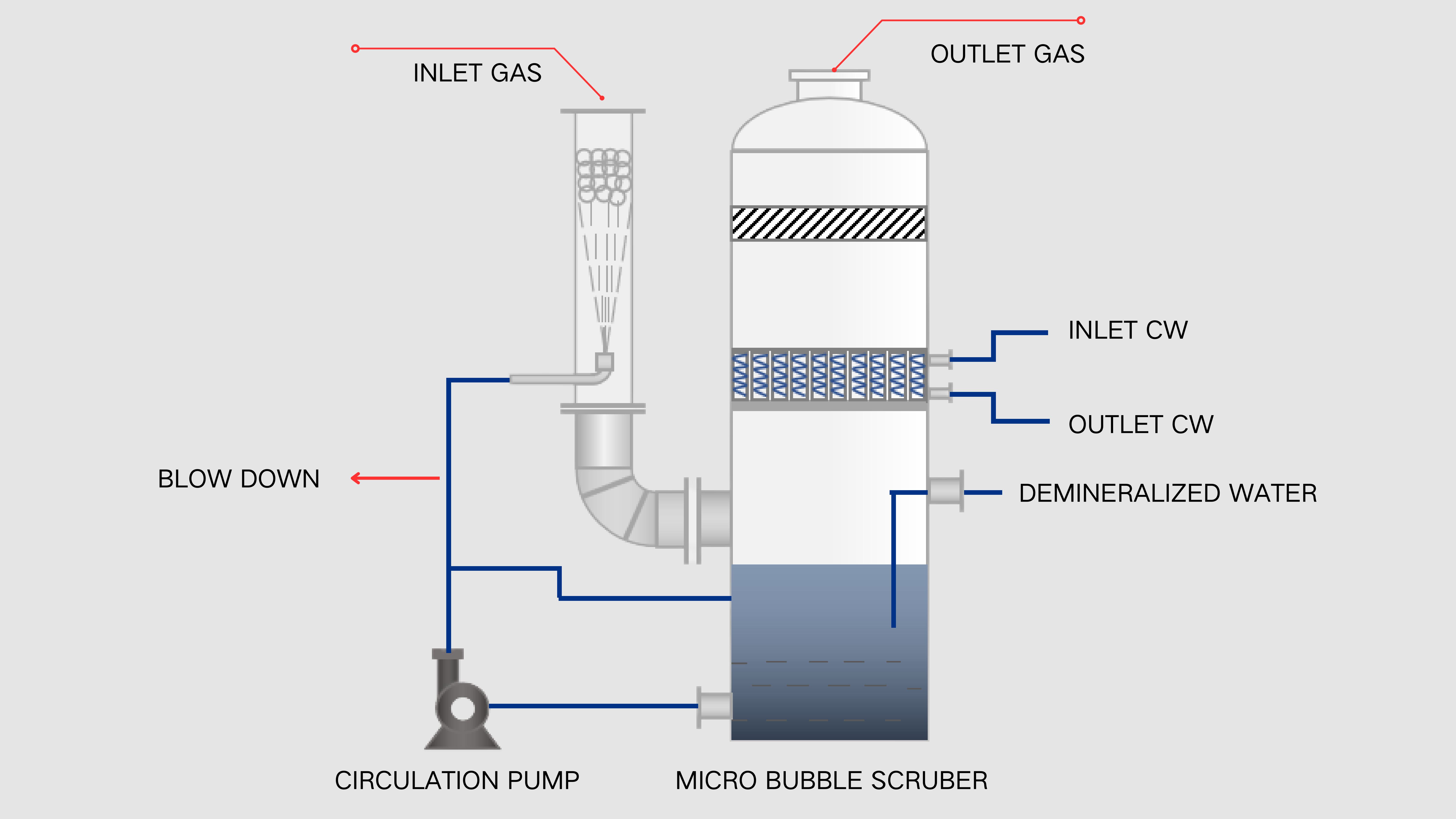
MECHANISM Through non-throttle reverse nozzle, the solution jet into scrub tube reverse against the flue gas, and the gas collides with the liquid, forming a strong turbulent zone in the gas-liquid interface area. The fluid momentum reaches equilibrium, the gas and liquid are in close contact to produce a stable turbulent bubble zone. The bubble zone floats in the airflow and rises and falls with the relative momentum of the gas and liquid phases.
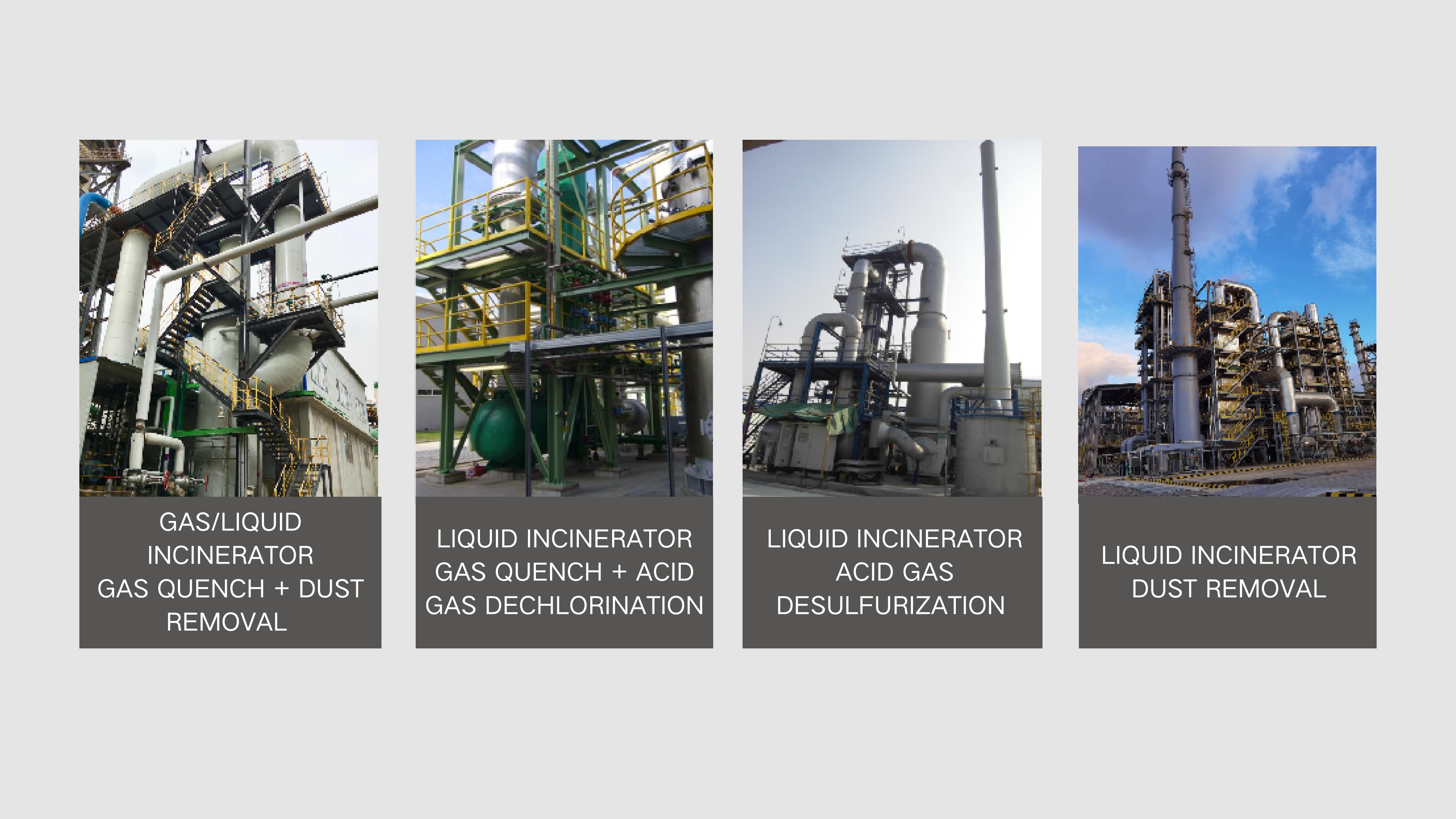
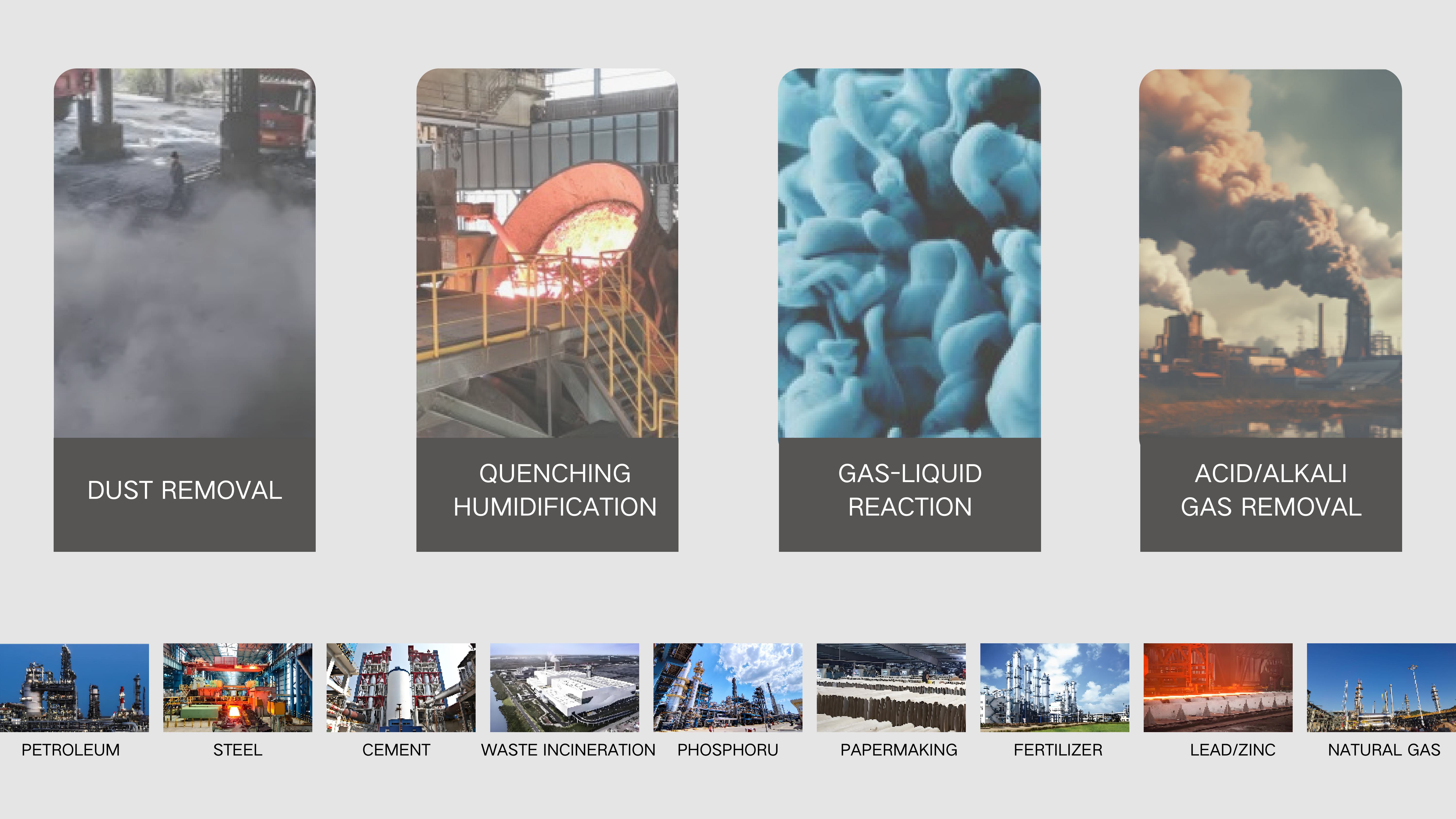
APPLICATION & INDUSTRIES
DESCRIPTION
STRUCTURAL
lGAS DISTRIBUTION DEVICE / WATER-SAVING DEVICE
lCONDENSING GAS-LIQUID SEPARATION DEVICE (NO FLUSHING)
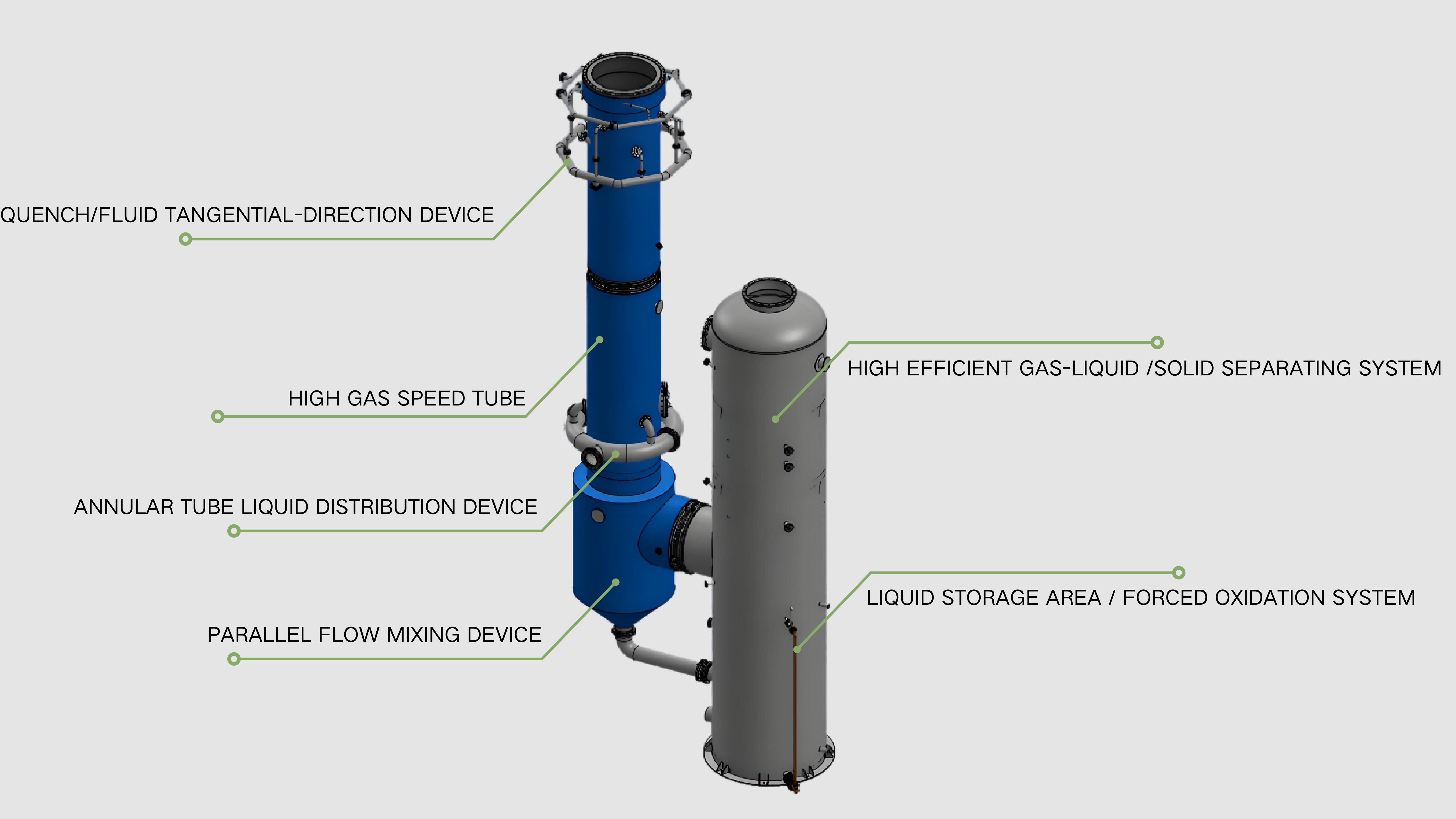
STRUCTURAL
Turbulent bubble flow / wall protection / full utilization of evaporation latent heat
The maximum mixing density in limited volume
1s achieve the saturation temperature to avoid the formation of dioxins
Reduces tube diameter and occupied area effectively
No internal design to ensure smooth gas path
Large effective reaction area
High solid content solution can be handled (max 20%)
High viscosity dust can be removed
Viscous solution can be handled
None-atomized solution, lower mist entrainment
High-efficiency gas-liquid / sub-micron particle removal device
Forced oxidation device
Gas distribution device / water-saving device
Condensing gas-liquid/solid separation device (no flushing)

TYPICAL PROCESS FLOW OF DUSTY FLUE GAS ULTRA-LOW EMISSION
High purification efficiency, exhaust emission<10ppm
Less equipment and piping, instrumentation, pumps, etc.
Compact system, small footprint
PROCESS CHARACTERISTIC
High removal efficiency, particle size>5μm can be removed
Less equipment and piping, instrumentation, pumps, etc.
Compact system, small footprint.
30%~50% less discharge compares to traditional scrubber.
PERFORMANCE
Higher gas volume can be treated under the same space scale
Ability to adapt 50%~120% fluctuation
High viscosity dust can be removed
Viscous solution can be handled
Simple operation with minimal controls
Particle size>2.5μm can be removed

LITHIUM IRON PHOSPHATE PRECURSOR PHOSPHORUS FLUE GAS SYSTEM
Risk of inspection and maintenance(Contain toxic CO)
Low recovery of phosphorus
Less floor area (4 stages to 2 stages)
Less maintenance, more safety for operator
SULFUR RECOVERY UNIT FLUE GAS SYSTEM
Strong sulfuric acid corrosion
Easy blocked pipelines and nozzles of spray tower
Overall cost is reduced by 36 %
Moderate resistance promotes SO3 removal
Outlet SO2 concentration<10mg/m3
POLYSILICON SLURRY HYDROLYSIS FLUE GAS SYSTEM
Sampling port spraying solution easy to hurt operator
Effectively relieves the spray of sampling port
Emission dust concentration<15mg/m3
Emission HCI concentration<10mg/m3
CCUS CO2 flue gas purification and waste heat recovery system
High energy consumption of cooling system
Less floor area
50~150 % system load regulation ability
Flue gas temperature after condensation<40℃

REFERENCE