
Many enterprises in the process of waste gas production, complex conditions, in the long-term operation of RTO will encounter the problem of blockage, mainly divided into organic salt blockage, silica-containing substances blockage and polymer, and so on, today, the Australian-Italian technician to pay attention to explain several practical details of RTO thermal storage ceramic body.
Regenerative thermal oxidation device (RTO) uses ceramic heat accumulator to store the heat generated during the decomposition of organic waste gas, and uses the heat stored by ceramic heat accumulator to preheat and decompose unprocessed organic waste gas, so as to achieve high thermal efficiency. Only when the oxidation temperature is above 760℃, can the organic matter in the waste gas be completely oxidized and decomposed in a short time. Heat accumulator absorbs and releases heat to efficiently utilize the energy of organic matter in the process of oxidation and decomposition. No matter in the treatment efficiency (≥99.5%) or the cost of operation and maintenance, it is the best means to treat organic waste gas at present. As the core unit to reduce the operation cost of the RTO device, the heat accumulator needs to have the performance of no deformation during the alternation of hot and cold, fast heat exchange speed, high structural strength and long durable years. Aussie Yi from the function, type selection, use precautions and other aspects again on the use of RTO heat storage ceramic body need to pay attention to the practical points.
I. Function of heat accumulator in RTO system
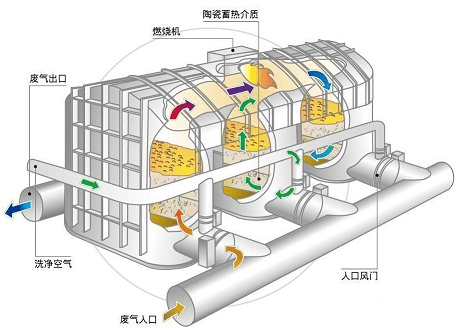
In the three-bed RTO, the ceramic accumulator repeatedly absorbs and releases heat, similar to the heat exchanger of the RTO system. When the low temperature organic waste gas passes through the high heat ceramic accumulator in the heat storage chamber A, the accumulator releases the stored heat to the waste gas, making the exhaust gas temperature rise to the required preheating temperature. Conversely, the ceramic accumulator itself is cooled by the low temperature organic waste gas. The preheated organic waste gas enters the combustion chamber. When the purified flue gas after high temperature pyrolysis passes through the heat storage body of the C regenerator at low temperature, the heat released by high temperature pyrolysis is absorbed by the ceramic regenerator at low temperature, so that the high temperature pyrolysis flue gas is cooled. The regenerator itself is equivalent to being heated, while the regenerator B is used for backblowing the residual organic waste gas. The whole RTO system repeats the cycle, and the ceramic heat accumulator accumulates heat and releases heat repeatedly, so that the VOCs are not only efficiently converted into clean CO2 and H2O, but also the heat released by the reaction is fully and efficiently recycled. Therefore, RTO is an excellent carbon neutral way under the current two-carbon target.
In the normal operation of the RTO, without considering the combustion supporting conditions, the flow rate in the RTO collecting chamber will change during the switching valve period, and the gas temperature output by the heat accumulator will be close to the furnace temperature at the beginning. With the passage of time, the temperature will gradually become lower. When the switching valve is reversed again, the temperature will reach the lowest point. In the heating stage, the hot flue gas is mainly discharged to the surface of the ceramic heat accumulator in the way of convection and radiation to preheat. During the cooling period, heat is released by the accumulator through the surface of the ceramic accumulator mainly by convection and radiation, and transferred to the preheated organic waste gas. By switching between different regenerators, heat is retained in the furnace to the maximum extent, greatly reducing heat loss, which makes the RTO unit heat recovery efficiency of more than 95%.

Ceramic heat accumulator blocked by silica
Second, the type selection of ceramic heat accumulator
Generally speaking, the materials of RTO heat accumulator mainly include structured honeycomb ceramics, saddle ring and spherical ceramic heat accumulator. At present, YIHEAC often uses the form of heat accumulator in the design of RTO, including scattered materials (granular packing, such as rectangular saddle ring) and structured packing (such as honeycomb packing and plate corrugated packing). In order to reduce the bed resistance and make the gas pass smoothly, the structured packing is mostly used in the RTO device at present, especially the honeycomb ceramic accumulator. Compared with other accumulators (such as ceramic balls), the honeycomb ceramic accumulator has the advantages of large specific surface area, small resistance loss, small thermal expansion and cold contraction coefficient, and good thermal resistance performance. Ceramic honeycomb packing is generally made into 150mm*150mm*150mm or 150mm*150mm*300mm columnar regenerative body, and the whole in the RTO regenerative chamber.
Since structured ceramics and bulk ceramics have advantages and disadvantages, for example, structured ceramics in order to improve the efficiency of heat recovery, the design will maximize the specific surface area, so as to maximize the heat exchange, which means that for a piece of honeycomb ceramics, the same material and use conditions, the more holes, may mean higher heat recovery efficiency. However, this also brings many challenges, such as thermal shock resistance ability under working conditions, bearing capacity when stacked with multiple layers and blockage problems caused by complex gas oxidation in the medical and chemical industry. So, how to face these challenges has become an important problem for design engineers, and how to better maintain and use ceramic heat accumulator in the process of use has become our research direction. Based on the experience summarized from the case site, it is strongly suggested that the user and the design unit should pay attention to assist our customers when delivering the RTO equipment, how to better maintain the ceramic heat accumulator, so as to improve the long-term use value.
Three, the use of ceramic heat storage points
(1) Aluminum content should not be blindly pursued in the selection of ceramic honeycomb material. The higher the aluminum content, the higher the refractoriness, but the worse the thermal shock resistance. If possible, it is best to use two materials in the same thermal storage room, and use corundum, mullize, and pansy (or similar) in the direction from inside to outside the furnace to achieve optimal thermal shock resistance and refractoriness, but this is more challenging for most units.
(2) During the use of RTO, the entry of particulate matter should be strictly controlled, and some active pretreatment measures should be adopted as far as possible to strictly control the concentration of dust and other particulate matter below 5mg/m³, so as to reduce the accumulation of solid particulate matter, and then prevent them from being sucked into the thermal storage ceramic body, causing blockage and damage to the thermal storage ceramic body.
(3) The hole distance and wall thickness of ceramic heat accumulator should be selected reasonably. If conditions permit, the hole of the heat storage body should adopt two forms as far as possible. The first layer near the high temperature part of the furnace should adopt the structure of large hole and thick wall, and the rest of the body should adopt the structure of small hole and thin wall. Try not to choose too small hole structure in order to pursue large specific surface area, which will affect strength and cause blockage.
(4) Incomplete combustion of organic waste gas and natural gas will carry out secondary combustion in the heat storage body, causing damage to the honeycomb body. When designing the burner, the Angle, distance and momentum ratio of the two jets should be fully considered. At the same time, the air-fuel ratio is controlled to ensure the complete combustion of organic waste gas or natural gas. In this way, the problem of secondary combustion can be reduced in the ceramic heat accumulator.
Four. Methods and matters needing attention for cleaning and blocking thermal storage ceramics
First of all, confirm what kind of material is blocked by the heat storage material. There is no way to clean it after some sticky material or glass like silicon dioxide is blocked. The sticky material is generally burned by the Bakeout method in the heat storage bed with high temperature method, and the silica blocked into the glass phase can only be replaced.
The recommended methods for cleaning ceramics are as follows:
(1) Without moving the heat storage ceramics, the ceramic channels are washed directly with water inside the RTO.
(2) Instead of moving the heat-storage ceramics, use an industrial vacuum cleaner to clean the dust on the surface, or use a high-pressure air gun to purge the pores of the ceramics:
(3) All the heat storage ceramics are moved out (or only the top few layers) for cleaning with water or high pressure air gun. With years of experience, no matter what type of accumulator, cracks will occur in the accumulator layer near the furnace, which cannot be seen when installed in the accumulator bed layer. Once taken out, some cracks will occur, and the proportion of breakage will increase under the impact of high-pressure water or gas. Therefore, when preparing to take out the accumulator, please prepare spare ceramic accumulator in advance. The quantity of spare parts is estimated at X% of the total amount of the first and second layers.
If the above washing methods (1) or (2) are used, after cleaning and installing in the furnace, the water needs to be dried in the way of low temperature oven. Due to the forming process and materials, the hydrophilic rate of some ceramic heat storage bodies is relatively high. After cleaning, the water is absorbed in the micropores. If the temperature rises too fast, the microporous water expands rapidly, which is easy to cause microcracks to the heat storage materials, leading to the reduction of the life of the heat storage materials.
Five, ceramic oven precautions
The following is the oven need to pay attention to the matters (wash clean).
(1) Wet ceramics in the oven should pay attention to reduce the heating rate as far as possible, we recommend that the temperature slowly rise to about 100-120℃, the recommended heating rate is less than or equal to 6℃/ minute.
(2) When the temperature rises to about 100-120℃, it is recommended to maintain 1-3 hours, which can slowly dry most of the moisture in the ceramics.
(3) Then continue to heat up to the normal operating temperature, but the heating rate should also be controlled within 9℃/ min.
(4) In the process of oven, the RTO fan should also be kept in working state (pumping air). Can speed up the evaporation of water, at the same time can make the heater heat distribution more uniform, so that the surface ceramic does not overheat.
(5) When the ceramic is at the set temperature, first through the air to run several cycles, and then through the waste gas to be treated, and normal operation of RTO.
This cleaning and drying method and precautions are applicable to all heat storage materials.
At present, the research on the treatment of VOCs by RTO mainly focuses on the heat storage efficiency and pressure loss of the heat storage body caused by factors such as the height of the heat storage body, the shape of the filler and the material. Engineers will strictly control the quality of ceramic accumulator in terms of process design, material selection and type selection. For example, it is required to reduce the direct entry of silica-containing organic matter, polymer and dust into the RTO accumulator. At the same time, special grille and ceramic accumulator structure will be designed in the RTO to facilitate the washing and replacement of the thermal accumulator. In addition, it will provide different operation and maintenance manuals for customers under different working conditions, and provide detailed washing instructions for thermal storage ceramics, so as to reduce the damage to ceramics caused by improper washing, so as to increase the service life of thermal storage ceramics and reduce the replacement rate, so as to ensure the safe, efficient and stable operation of partners' RTO and bring long-term sustainable economic value to the enterprise.
Some of the opinions in this paper are from the experience summary of Aussie process engineers and after-sales engineers, some are from the feedback of customers, and some are from the suggestions of suppliers. They do not represent the uniqueness of the use and maintenance of ceramic heat accumulator, but only serve as reference suggestions for you.
Online ConsultQQ

E-mail:
info@ssecn.com